

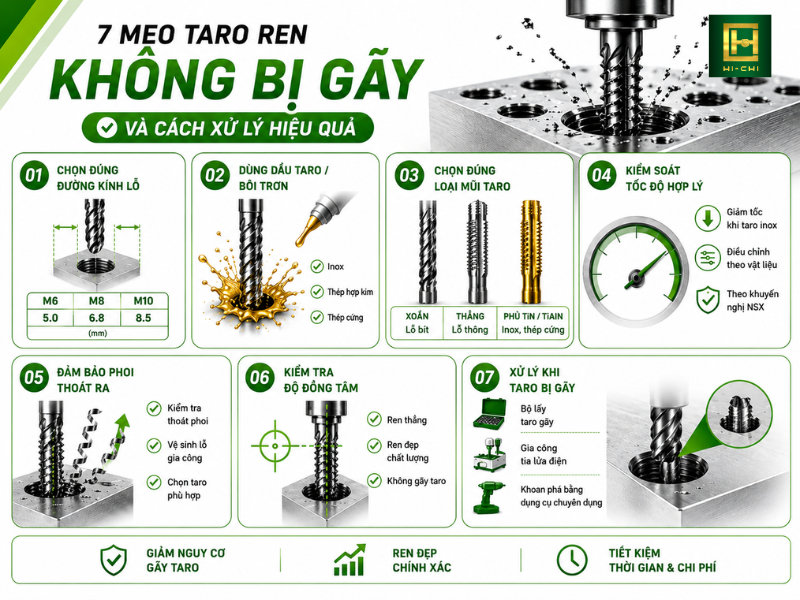
Các Mẹo Giúp Taro Ren Không Bị Gãy Và Cách Xử Lý Hiệu Quả
Các Mẹo Giúp Taro Ren Không Bị Gãy Và Cách Xử Lý Hiệu Quả

Taro ren là một công đoạn quan trọng trong gia công cơ khí, nhằm tạo các đường ren xoắn để bắt ốc vít, bu lông hoặc các chi tiết cơ khí khác. Tuy nhiên, một trong những sự cố thường gặp nhất là gãy mũi taro trong quá trình gia công.
Việc này không chỉ gây gián đoạn sản xuất, việc gãy taro còn khiến doanh nghiệp mất nhiều thời gian xử lý, thậm chí làm hỏng chi tiết gia công nếu không khắc phục đúng cách. Vậy làm thế nào để hạn chế tình trạng này? Sau đây là những nguyên nhân phổ biến và các giải pháp hiệu quả.
Chọn Đúng Đường Kính Lỗ Trước Khi Taro
Đây là nguyên nhân rất phổ biến nhưng thường bị bỏ qua. Nếu lỗ khoan quá nhỏ, mũi taro sẽ phải cắt lượng vật liệu lớn hơn thiết kế, làm tăng lực cắt và dễ dẫn đến việc gãy taro. Trước khi taro cần kiểm tra chính xác kích thước lỗ theo tiêu chuẩn ren sử dụng.
Ví dụ:
- Ren M6 thường khoan lỗ 5.0mm
- Ren M8 thường khoan lỗ 6.8mm
- Ren M10 thường khoan lỗ 8.5mm
Việc sử dụng đúng đường kính lỗ sẽ giúp giảm tải cho mũi taro và tăng tuổi thọ dụng cụ.
Sử Dụng Dầu Taro Hoặc Dung Dịch Bôi Trơn
Trong quá trình taro, ma sát và nhiệt độ phát sinh rất lớn. Nếu không có dầu bôi trơn phù hợp, mũi taro dễ bị nóng, mòn nhanh và gãy. Đối với các vật liệu như:
- Inox
- Thép hợp kim
- Thép cứng
Việc sử dụng dầu taro chuyên dụng sẽ đảm bảo quá trình cắt ren diễn ra ổn định.
Chọn Đúng Loại Mũi Taro
Mỗi loại vật liệu sẽ phù hợp với một loại taro khác nhau. Ví du:
- Taro xoắn cho lỗ bít
- Taro thẳng cho lỗ thông
- Taro phủ TiN hoặc TiAIN cho inox và thép cứng
Việc lựa chọn đúng dụng cụ sẽ giúp thoát phoi tốt hơn và hạn chế nguy cơ gãy taro.
Kiểm Soát Tốc Độ Taro Hợp Lý
Nhiều trường hợp taro bị gãy do tốc độ quay quá cao. Khi tốc độ không phù hợp, lực cắt tăng mạnh và phoi không thoát kịp ra ngoài. Để đảm bảo an toàn:
- Giảm tốc độ khi taro inox
- Điều chỉnh tốc độ theo vật liệu gia công
- Tuân thủ khuyến nghị từ nhà sản xuất dụng cụ
Tốc độ hợp lý sẽ giúp ren đẹp hơn và kéo dài tuổi thọ taro.
Đảm Bảo Phoi Được Thoát Ra Hiệu Quả
Phoi bị kẹt là nguyên nhân hàng đầu gây gãy taro. Trong quá trình gia công cần:
- Thường xuyên kiểm tra khả năng thoát phoi
- Vệ sinh lỗ gia công khi cần thiết
- Chọn loại taro có thiết kế thoát phoi phù hợp
Việc kiểm soát phoi tốt sẽ giảm đáng kể nguy cơ gãy dụng cụ.
Kiểm Tra Độ Đồng Tâm Khi Taro
Nếu mũi taro và lỗ khoan không đồng tâm, dụng cụ sẽ chịu lực lệch trong quá trình cắt ren. Điều này sẽ gây:
- Ren bị lệch
- Ren không đạt chất lượng
- Gãy taro
Đặc biệt trên máy CNC hoặc máy taro tự động, cần kiểm tra độ đồng tâm định kỳ để đảm bảo độ chính xác.
Cách Xử Lý Khi Taro Bị Gãy
Nếu mũi taro bị gãy trong chi tiết gia công, không nên cố gắng dùng lực mạnh để lấy ra vì có thể làm hỏng phôi.
Một số phương pháp xử lý phổ biến gồm:
1. Sử dụng bộ lấy taro gãy
Đây là giải pháp được áp dụng nhiều đối với các trường hợp gãy không quá sâu.
2. Gia công tia lửa điện ( EDM )
Đối với taro gãy trong vật liệu cứng hoặc chi tiết có giá trị cao, EDM là phương pháp hiệu quả giúp lấy taro mà không làm hỏng phôi.
3. Khoan phá bằng dụng cụ chuyên dụng
Một số trường hợp có thể sử dụng mũi khoan carbide hoặc dụng cụ phá taro chuyên dụng để xử lý. Tuy nhiên cần được thực hiện bởi người có kinh nghiệm để tránh làm hỏng ren hoặc chi tiết gia công.
Phần lớn các trường hợp gãy taro đều xuất phát từ việc lựa chọn sai kích thước lỗ khoan, thiếu bôi trơn, tốc độ không phù hợp hoặc khả năng thoát phoi kém.
Việc kiểm soát tốt các yếu tố này không chỉ giúp hạn chế gãy taro mà còn nâng cao chất lượng ren, giảm thời gian dừng máy và tối ưu chi phí sản xuất.
Nếu doanh nghiệp đang cần tư vấn về mũi taro, mũi khoan hoặc các giải pháp gia công cơ khí phù hợp, HI-CHI sẵn sàng hỗ trợ lựa chọn sản phẩm tối ưu theo từng vật liệu và điều kiện gia công thực tế.